Cpk vs Ppk – NGẮN HẠN hay DÀI HẠN
Yêu cầu của khách hàng
Để đánh giá/phê duyệt một quá trình sản xuất, khách hàng không chỉ dựa trên kết quả đo kiểm của năm ba mẫu (samples) đã được lựa chọn của nhà cung cấp. Một trong những mối băn khoăn lớn của khách hàng là liệu quá trình sản xuất có lặp lại được việc tạo ra các sản phẩm nằm trong giới hạn kĩ thuật hay dung sai cho phép hay không hay nói cách khác là liệu quá trình có tạo ra nhiều sản phẩm lỗi hay không. Để làm được việc này chúng ta phải dự đoán được khoảng biến động tối đa của đặc tính sản phẩm (ví dụ chiều dài) hay biến động tối đa của quá trình (process width) và so sánh với yêu cầu kĩ thuật (spec width) như hình dưới đây. Nếu khoảng biến động tối đa của quá trình nhỏ hơn yêu cầu kĩ thuật, xác suất sai lỗi sẽ thấp.
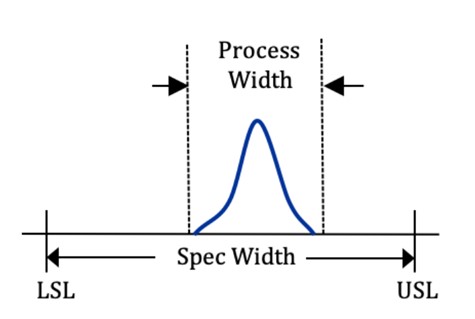
Hình 1: Biến động & Dung sai của quá trình
Việc dự đoán này không thể thực hiện được cho đến khi kĩ thuật xác suất thống kê được tìm thấy. Một trong những phát hiện quan trọng là dự đoán một tập hợp đối tượng (population) từ một số đối tượng mẫu (sample). Việc dự đoán này gắn liền với lí thuyết đường cong phân bố chuẩn (normal distribution) hay phân bố Gauss. Nó được gọi là lí thuyết vì xác suất phân bố được tính toán từ công thức chứ không phải dữ liệu thực tế. Mặc dù vậy phân bố của rất nhiều lĩnh vực trong thực tế giống với phân bố chuẩn.
Hình 2: Đường cong phân bố chuẩn
Một trong những đặc tính quan trọng của phân bố chuẩn là độ lệch chuẩn (standard deviation) hay còn gọi là sigma (σ). Độ lệch chuẩn (σ) đại diện cho sự phân bố dữ liệu hay độ lệch của một dữ liệu so với giá trị trung bình (mean). Độ lệch chuẩn (σ) càng lớn thì khoảng biến động tối đa của đầu ra quá trình (process width). Độ lệch chuẩn của mỗi quá trình có thể được dự tính (estimate) từ giá trị đo các mẫu theo công thức như sau.
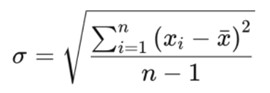
Trong đó xi kết quả đo mẫu i, x có gạch trên đầu hay còn gọi là xbar là giá trị trung bình của các mẫu và n là số mẫu đo.
Mỗi quá trình sẽ có các giá trị độ lệch chuẩn (σ) khác nhau nhưng chúng đều có đặc điểm chung là có thể dự đoán được xác suất phân bố (tỉ lệ dữ liệu) trong một khoảng giá trị nếu biết được độ lệch chuẩn. Một số mức dự đoán chính thường được nhắc đến là khoảng phân bố ±1σ, ±2σ và ±3σ.
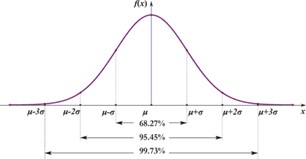
Hình 3: Khoảng phân bố 3σ
Theo đó khoảng 99.74% dữ liệu hoặc sản phẩm đầu ra sẽ nằm trong khoảng phân bố ±3σ, nên biến động tối đa của quá trình (process width) sẽ là 6σ. Do đó, xác suất lỗi hoặc khả năng đáp ứng yêu cầu kĩ thuật (specification width)sẽ được xác định bằng công thức dưới đây. Khi tỉ số này càng cao thì xác khả năng đáp ứng yêu cầu chất lượng càng cao hay tỉ lệ lỗi càng thấp.

Trong đó: USL (Upper Specification Limit) là dung sai trên và LSL (Lower Specification Limit) là dung sai dưới.
Câu chuyện sẽ dừng lại & không có tranh cãi nếu dừng lại ở đây. Nhưng độ lệch chuẩn được dự tính dựa trên mẫu (sample) nên kết quả khả năng đáp ứng chất lượng sẽ phụ thuộc rất nhiều vào thời điểm, tần suất và phương pháp lấy mẫu. Các doanh nghiệp Nhật Bản thường không quan tâm đến yếu tố này nên chỉ sử dụng một chỉ số đánh giá là Cp/Cpk. Trong khi các doanh nghiệp Mỹ lại sử dụng thêm chỉ số Pp/Ppk và công ty Đức lại có thêm chỉ số Cm/Cmk.
Tại sao Pp được coi là ngắn hạn?
Pp là từ viết tắt từ Process Performance. Từ performance thường được dịch sang tiếng Việt với nghĩa là kết quả hoạt động, hiệu suất… cho nên một số công ty ở gọi là “hiệu suất quá trình”. Trong đó nghĩa hiệu suất là ít phổ biến & không chính xác vì công thức trên (dù tính tỉ lệ) nhưng không liên quan đến việc sử dụng tài nguyên hoặc nguồn lực để có thể nói về hiệu suất.
Nếu hiểu theo nghĩa kết quả hoạt động thì Pp thể hiện năng lực chất lượng dựa trên kết quả hoạt động thực tế của quá trình và khi đó Pp được coi là năng lực NGẮN HẠN vì tương lai có thể tốt hơn. Tuy nhiên, cách hiểu này chỉ dựa trên ngữ nghĩa mà không gắn với thực tế ứng dụng của công ty nào và cũng không rõ cách tính có gì khác biệt với Cp nên có thể nói là không có ý nghĩa.
Một lí do khác dẫn đến việc Pp được coi là năng lực NGẮN HẠN. Đó là từ performance còn một số nghĩa khác đó là màn trình diễn (trong nghệ thuật) hay phong độ (trong thể thao). Trong ngành công nghiệp ô tô có một hoạt động được gọi là phê duyệt quá trình sản xuất (PPAP). Theo đó để được phê duyệt quá trình sản xuất cho sản xuất hàng loạt các nhà cung cấp được yêu cầu sản xuất trong vòng 1 tiếng và tối thiểu 300 pcs. Từ đó nhà cung cấp được yêu cầu lấy số lượng mẫu nhất định (khoảng 100 mẫu) để xác nhận khả năng đáp ứng yêu cầu chất lượng. Khi đó độ lệch chuẩn (σ) được tính toán dựa trên tổng biến động (total process variation) và được kí hiệu là σs theo công thức dưới đây:
Khi đó hệ số này được các công ty ô tô Mỹ gọi là Pp. Tại sao chúng ta có thể nhận định các công ty này sử dụng “performance” với nghĩa là màn trình diễn, phong độ. Vì khi sản xuất thử để phê duyệt quá trình, công ty thường được phép chuẩn bị kĩ lưỡng điều kiện sản xuất, thực hiện với số lượng ít, thời gian ngắn và trong khoảng thời gian này không có cơ hội xuất hiện các thay đổi liên quan đến 4M như thay đổi người thao tác, thay đổi dao cắt, thay đổi lô nguyên vật liệu hay thay đổi về nhiệt độ môi trường… Với rất ít biến động đầu vào như vậy đầu ra của quá trình sẽ ít biến động hơn, độ lệch chuẩn nhỏ hơn tức khả năng đáp ứng yêu cầu chất lượng sẽ cao hơn. Việc này có thể ví với việc nhà tuyển trạch xem cầu thủ thi đấu trong một trận đấu để biết phong độ của người muốn tuyển. Nếu nhìn ở điều kiện đánh giá thì chỉ số Pp có thể coi là năng lực NGẮN HẠN vì về lâu dài chưa biết thế nào. Do đó, với ngành công nghiệp ô tô mục tiêu cần đạt được với Pp (Ppk) phải là ≥1.67 trong khi đó mục tiêu của Cp (Cpk) mà các tài liệu khác thường nhắc đến là ≥1.33. Lí do ở đây là nếu màn trình diễn phải tốt (≥1.67) thì sau này mới có khả năng duy trì phong độ trong thời gian dài ở mức ≥1.33.
Tại sao Pp được coi là dài hạn?
Trên đây là hai lí do giải thích tại sao Pp có thể được coi là năng lực ngắn hạn. Nhưng nếu nhìn ở một góc độ khác, nếu trong điều kiện kiểm soát chặt chẽ (sản xuất thử với sự giám sát của tất cả phòng ban chức năng) quá trình có thể đạt được năng lực chất lượng Pp (Ppk) cao thì không kể kết quả sản xuất hàng loạt là bao nhiêu công ty vẫn có thể cải tiến quá trình để đạt được năng lực này Pp (Ppk). Do đó một số công ty lại cho rằng Pp là chỉ số đo lường năng lực DÀI HẠN và ngược lại Cp (Cpk) là NGẮN HẠN. Dựa trên lí luận này một số công ty (có gốc Trung Quốc) dịch từ tiếng Trung tên gọi của Pp (Ppk) là TIỀM LỰC của quá trình hay năng lực tương lai CÓ THỂ đạt được.
Tại sao Cp được coi là dài hạn?
Cp viết tắt của từ Process Capability. Từ capability thường được dịch sang tiếng Việt với nghĩa là năng lực. Nếu dựa trên nghĩa dịch này thì Cp thường được hiểu là năng lực DÀI HẠN.
Cách hiểu này có vẻ phù hợp với cách tiếp cận của các công ty ô tô Mỹ. Sau khi phải chứng tỏ năng lực sơ bộ (preliminary capability) bằng sự kiện PPAP, các nhà cung cấp được yêu cầu sử dụng biểu đồ kiểm soát để kiểm tra sự ổn định của quá trình và đánh giá năng lực thực sự (capability) của quá trình. Năng lực của quá trình khi đó được kí hiệu bằng Cp. Do đó sổ tay kĩ thuật xác suất thống kê (Statistical Process Control) của ngành công nghiệp ô tô luôn nhấn mạnh việc tính toán Cp cần được thực hiện khi quá trình ổn định.
Để chứng minh quá trình ổn định, chúng ta cần sử dụng biểu đồ kiểm soát (control chart). Vẽ và đọc biểu đồ kiểm soát là một chủ đề lớn (sẽ được đề cập trong bài sau), nên trong bài viết này chúng ta chỉ chia sẻ một số điểm chính. Với loại biểu đồ kiểm soát phổ biến nhất Xbar-R (hay biểu đồ trung bình và phạm vi/biến động), chúng ta phải lấy một số mẫu (ví dụ n=5) sau mỗi chu kì (ví dụ một ca) để tạo thành các nhóm mẫu (sub group). Trong mỗi nhóm mẫu chúng ta có thể tính được phạm vi biến động (R) bằng cách lấy giá trị lớn nhất trừ giá trị nhỏ nhất. Phạm vi biến động trung bình của tất cả các nhóm (thường là 25 nhóm) sẽ được tính theo công thức:
và độ lệch chuẩn được tính theo công thứcvà độ lệch chuẩn được tính theo công thức:
Do thời gian lấy mẫu để tính toán năng lực quá trình kéo dài & quá trình đã được chứng minh ổn định, tức là năng lực này vẫn được đảm bảo trong tương lai nên một số người có thể cho rằng đây là năng lực DÀI HẠN.
Tại sao Cp được coi là ngắn hạn?
Tuy nhiên, nếu so công thức tính độ lệch chuẩn (σ) trong mỗi chỉ số nêu trên (hoặc trong hình dưới đây) chỉ số Cp (Cpk) được tính toán dựa trên các biến động ngắn hạn (within subgroup variation) còn Ppk được tính toán dựa trên tổng biến động nên so với Pp (Ppk) thì Cp (Cpk) được coi là NGẮN HẠN.
Quan điểm của AIAG
Khi giới thiệu về Cp, Pp trong sổ tay kĩ thuật xác suất thống kê (Statistical Process Control), AIAG (Automotive Industry Action Group) cũng nhận thấy có những sự hiểu lầm và tranh cãi về các khái niệm “capability”, “performance” nên cũng không có ý định đưa ra giải thích cho vấn đề này và không sử dụng các khái niệm DÀI HẠN hay NGẮN HẠN. Đơn vị phát hành sổ tay chỉ muốn đưa ra và thảo luận về chúng để người sử dụng có thể có hiểu biết sâu sắc hơn về các khái niệm và sử dụng chúng trong việc cải tiến thường xuyên. Một trong những nội dung được đề cập là hình ảnh so sánh Cp và Pp thể hiện trong sơ đồ sau.
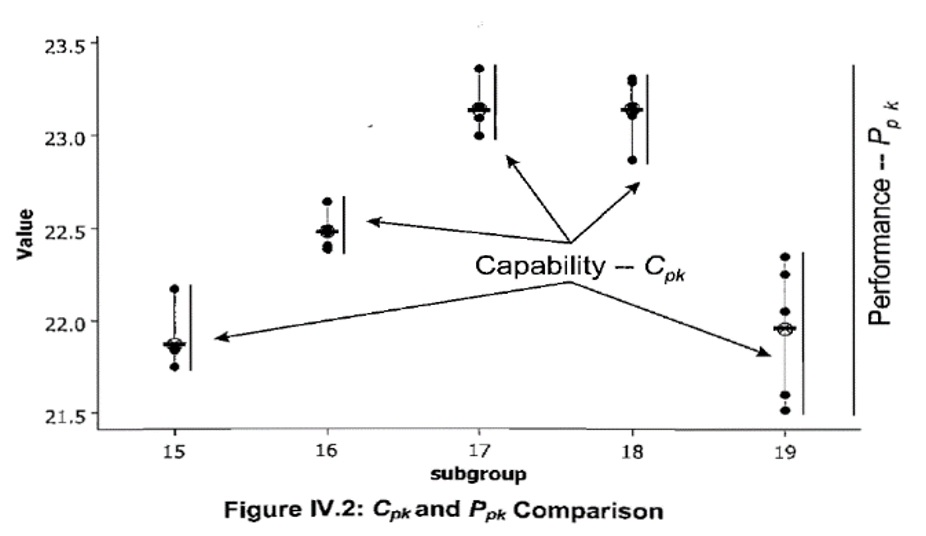
Hình 4: So sánh Cp (Capability) và Pp (Performance)
Theo đó, năng lực Cp được tính dựa trên biến động trong các nhóm dữ liệu (within subgroup variation) còn Pp được tính dựa trên tổng biến động (total process variation) bao gồm biến động trong nhóm mẫu (within subgroup variation) và giữa các nhóm mẫu (between subgroup variation). Ở đây không có khái nhiệm về DÀI HẠN hoặc NGẮN HẠN. Trong một số trường hợp chúng ta không thể tách được các biến động (within vs between), năng lực quá trình phải được tính theo tổng biến động (total variation) và khi đó nó được gọi là Pp. Còn khi chúng ta có thể tách được các biến động, năng lực quá trình có thể được tính theo biến động trong nhóm mẫu (R) và khi đó nó được gọi là Cp. Trong trường hợp quá trình ổn định, không có biến động giữa các nhóm mẫu (between), khi đó Cp và Pp sẽ tương đương nhau như hình ảnh dưới đây.
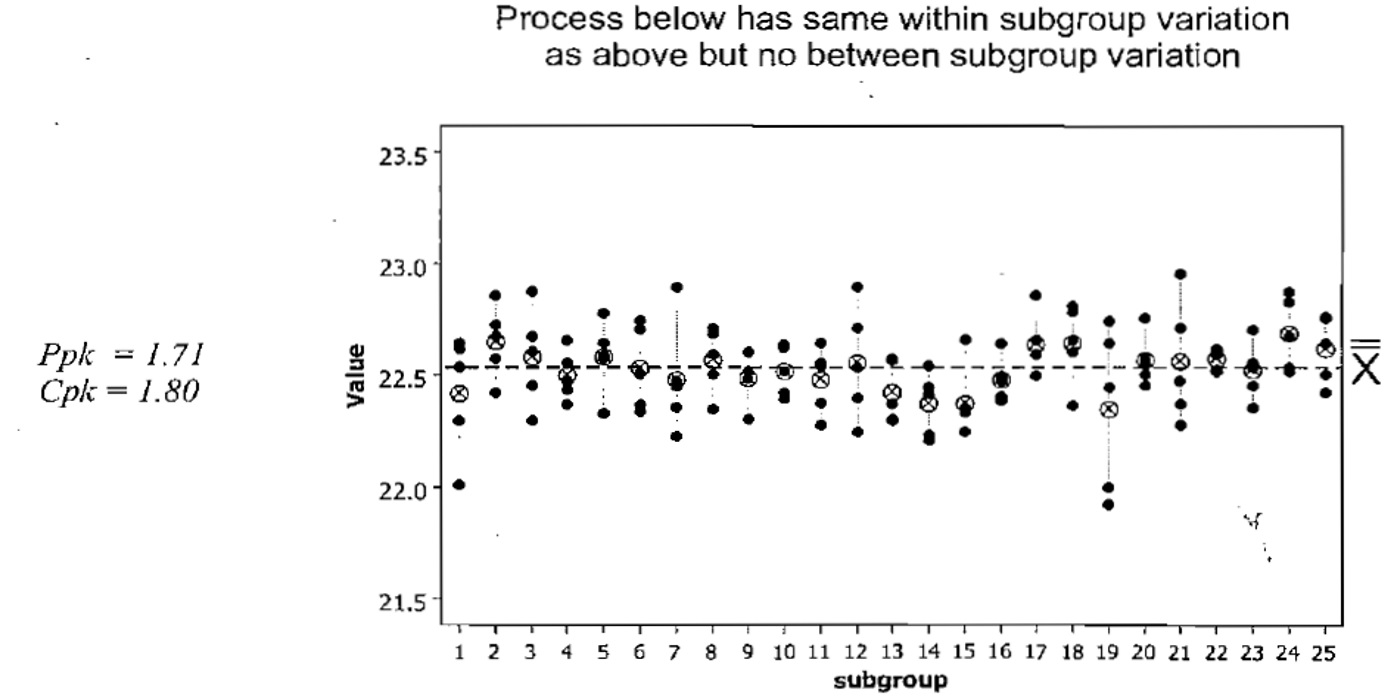
Hình 5: Năng lực quá trình (Cp, Pp) của quá trình ổn định
Chỉ số Cm
Có vẻ nhận thức được sự bất tận của việc tranh luận, các hãng sản xuất ô tô Đức đưa ra một chỉ số đo lường năng lực mới. Đó là Cm, viết tắt của Capability of Machine. Chỉ số này tương đương với chỉ số Pp được sử dụng bởi các hãng Mỹ. Nhà cung cấp được yêu cầu thực hiện quá trình chạy thử đối với dây chuyền sản phẩm mới lấy mẫu và tính Cm với độ lệch chuẩn theo công thức σs (tổng biến động). Yêu cầu đối với Cm (Cmk) cũng là ≥1.67. Sở dĩ nó được gọi là Capability of Machine (năng lực của máy) là vì trong quá trình chạy thử với thời gian ngắn các yếu tố khác của quá trình như con người (Man), nguyên liệu (Material), môi trường (environMent) hay quản lí (Management) đều không có thay đổi. Mọi biến động có trong sản phẩm đều là biến động của thiết bị (Machine). Cũng vì biến động của các yếu tố khác chưa hiện diện nên chỉ số năng lực phải đạt ở mức cao để khi xuất hiện biến động của các yếu tố này trong sản xuất hàng loạt thì quá trình có thể đạt được năng lực Cp (Cpk) như mong muốn (≥1.33). Khái niệm mới này có thể loại bỏ toàn bộ các tranh cãi về DÀI HẠN hay NGẮN HẠN.
Hệ số k
Trong các phần trên chúng ta đã tìm hiểu về các khái niệm liên quan đến năng lực của quá trình như Pp (Performance of Process), Cp (Capability of Process) hay Cm (Capability of Machine) nhưng trong các báo cáo chúng ta thường thấy chúng được gắn thêm hệ số k để trở thành Ppk, Cpk hay Cmk. Vậy hệ số k có ý nghĩa gì? Do hệ số k có ý nghĩa tương đương trong cả 3 chỉ số kể trên nên từ đây chúng ta chỉ nhắc đến một chỉ số phổ biến để làm đại diện đó là Cpk.
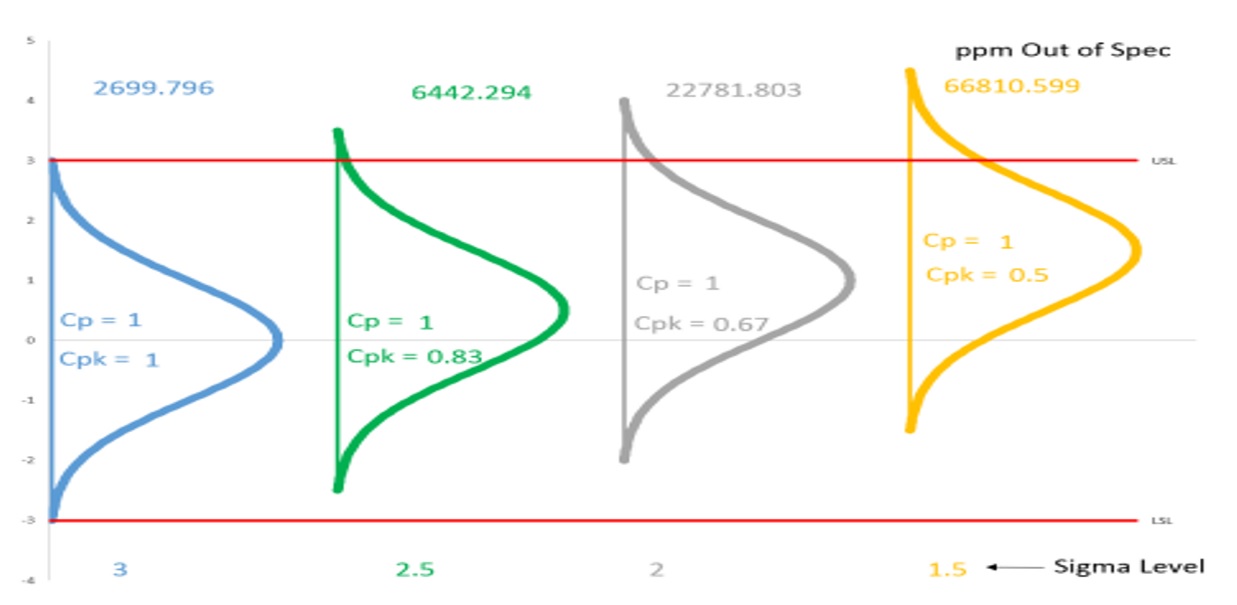
Hình 6: Cp vs Cpk
Vì Cp được tính dựa trên tỉ số giữa dung sai cho phép (USL-LSL) và khoảng biến động tối đa của quá trình (6σ) nên vị trí của quá trình có nằm ở đâu so với mục tiêu (vị trí giữa của khoảng dung sai) thì Cp vẫn không thay đổi (xem hình 6) nhưng xác suất lỗi sẽ tăng lên nếu ví trí của quá trình càng đi xa khỏi giá trị mục tiêu. Khi đó chúng ta cần một chỉ số có cân nhắc đến vị trí của quá trình so với giá trị mục tiêu. Hệ số k được sử dụng để thể hiện độ lệch đó với công thức như sau.
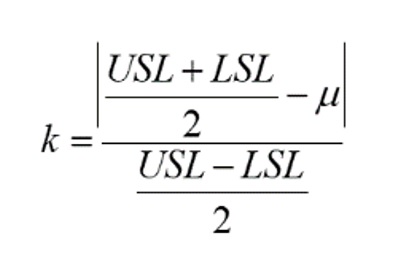
Trong đó μ là giá trị trung bình của quá trình. Và Cpk sẽ được tính bằng công thức Cpk = (1-k)Cp.
Ứng dụng trong thực tế
Vì năng lực chung của quá trình (khả năng đáp ứng yêu cầu chất lượng) phụ thuộc vào hoàn cảnh sản xuất, cách lấy mẫu và tính toán độ lệch chuẩn (σ) nên kết quả sẽ khác nhau với ngay cả một bảng dữ liệu. Do đó để cho người đọc (khách hàng) hiểu được ý nghĩa của các giá trị năng lực này nhà cung cấp phải cho thấy cách thức lấy mẫu, tính toán chúng như thế nào. Việc đặt các tên khác nhau (Pp, Cp hay Cm) là nhằm thể hiện các quy ước này. Cho nên khi cung cấp kết quả cho khách hàng, nhà cung cấp cần hiểu rõ nhu cầu của khách hàng và bổ sung các chú giải phù hợp nếu tên gọi không tuân thủ các quy ước chung. Ví dụ các công ty Nhật Bản chỉ sử dụng một thuật ngữ Cpk cho mọi tình huống. Khi đó báo cáo Cpk cần ghi chú thêm về thời điểm, cách thức lấy mẫu, công thức tính (σs hay σR). Trong trường hợp có thể (sản xuất loạt), cả 4 chỉ số Cp, Cpk, Pp, Ppk cần được tính toán với cùng một bộ dữ liệu. Vì Cpk không bao gồm biến động giữa các nhóm mẫu nên nó thể hiện KHẢ NĂNG (CAPABILITY) quá trình có thể đạt được (how good a process could be) và mình nó không thể đánh giá được KẾT QUẢ (PERFORMANCE) thực tế của quá trình. Nhưng nếu chỉ dựa trên Ppk, không thể phân biệt được đâu là biến động trong một nhóm & giữa các nhóm (nguyên nhân đặc biệt). Khi đó việc so sánh giữa các chỉ số sẽ cho ta các nhận biết về quá trình. Chẳng hạn Cp & Cpk (hoặc Pp & Ppk) tương đương nhau cho thấy quá trình được vận hành gần với mục tiêu. Cp & Pp (hoặc Cpk & Ppk) tương đương nhau cho thấy không có biến động giữa các nhóm mẫu và quá trình ổn định.
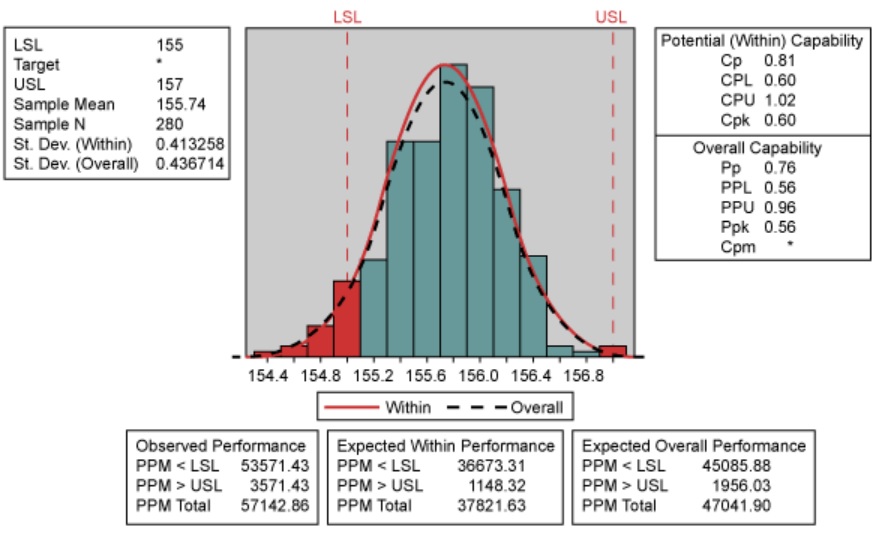
Hình 7: Ví dụ bảng tính Cpk & Ppk từ một bảng dữ liệu trên MiniTab
Có thể bạn quan tâm
ISO 9001:2026 – PART 1: OVERVIEW & DETAILS OF CHANGES
ISO 9001:2026 – PHẦN 1: TỔNG QUAN & CHI TIẾT THAY ĐỔI Tổng quan Tổ...
MANUFACTURING PROCESS AUDIT VS PRODUCTION PROCESS AUDIT
Nhiều người thắc mắc quá trình hay bộ phận sản xuất (production) là một phần...
IS GR&R REQUIRED ANNUALLY?
CÓ PHẢI PHÂN TÍCH GR&R THEO CHU KÌ HẰNG NĂM? Phân tích hệ thống (MSA)...
HOW TO ENHANCE A SENSE OF OWNERSHIP FOR PROCESS OWNERS
LÀM SAO ĐỂ NÂNG CAO TÍNH TRÁCH NHIỆM CỦA CHỦ QUÁ TRÌNH Việc nâng cao...
UNDERSTANDING PFMEA OCCURRENCE
HIỂU ĐÚNG ĐIỂM (O) TRONG PFMEA XÁC SUẤT SAI LỖI HAY NGUYÊN NHÂN SAI LỖI?...
ARE ALL RULES FOR CONTROL CHART ANALYSIS NEEDED?
CÓ PHẢI ÁP DỤNG TẤT CẢ CÁC NGUYÊN TẮC KIỂM TRA BẤT THƯỜNG? Nguyên tắc...
CONTROL CHART vs 100% INSPECTION
CÓ PHẢI VẼ BIỂU ĐỒ KIỂM SOÁT KHI KIỂM TRA 100% SẢN PHẨM? Mục đích...
HOW TO MAKE A MEETING MORE EFFECTIVE
LÀM THẾ NÀO ĐỂ HỌP HÀNH HIỆU QUẢ Một điều tra của Atlassian (công ty...