SỔ TAY CONTROL PLAN
Tách ra không phải để đứng một mình
Control Plan (CP) phiên bản đầu tiên được phát hành vào tháng 3-2024, nhưng thực tế nó không phải là một công cụ hoàn toàn mới. Trước khi tách hành sổ tay độc lập Control Plan là một phần của sổ tay APQP. Có thể khi đó nhóm tác giả cho rằng CP là một trong những đầu ra quan trọng nhất và không thể tách rời của APQP. Tuy nhiên, việc coi CP là một phần của APQP làm mất đi mối liên kết của CP với các sổ tay còn lại. Một sổ tay CP độc lập sẽ giúp người dùng có được cái nhìn có tính hệ thống về cấu trúc của các sổ tay công cụ cốt lõi.
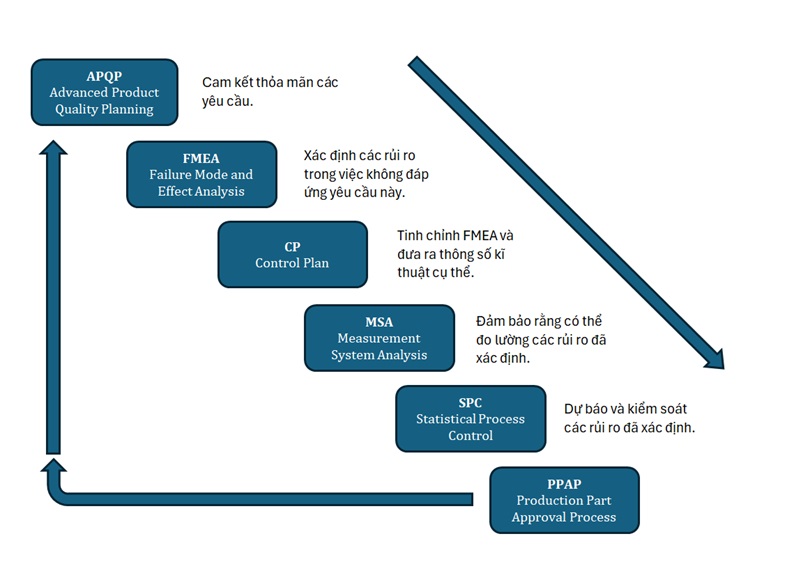
Hình 1: Cấu trúc của các công cụ cốt lõi ngành ô tô
Các giai đoạn Control Plan
Với phương châm kiểm soát chất lượng trong suốt vòng đời sản phẩm, Control Plan được yêu cầu thiết lập cho nhiều giai đoạn (phases). Trong biểu mẫu trước đây có 3 giai đoạn cần được thiết lập là: Prototype, Pre-Launch, Production. Trong phiên bản lần này một giai đoạn thứ 4 được bổ sung là Safe-Launch. Tuy nhiên, Safe-Launch Control Plan không phải là giai đoạn cuối cùng như liệt kê trong danh sách. Nó đóng vai trò như là một bản Control Plan cho giai đoạn đầu của sản xuất hàng loạt (Production). Sơ đồ dưới đây thể hiện rõ hơn các giai đoạn của Control Plan.
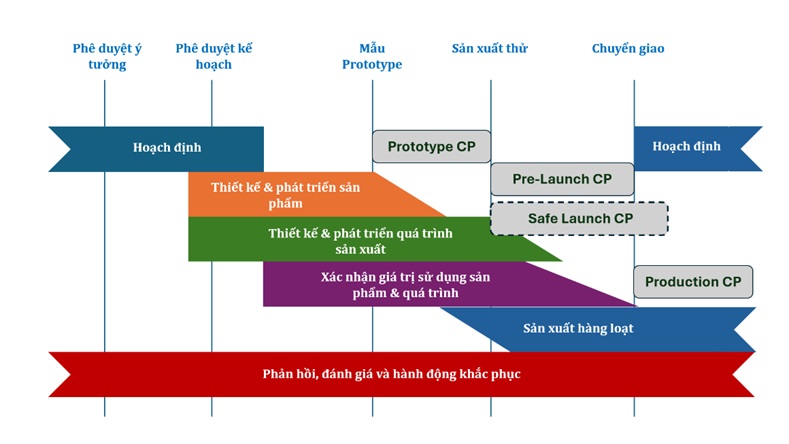
Hình 2: Các giai đoạn của Control Plan
Cảm nhận đầu tiên của các tổ chức là có quá nhiều công việc giấy tờ cần được thực hiện. Tuy nhiên, không phải sản phẩm nào cũng bắt buộc phải có Control Plan cho cả 4 giai đoạn. Nếu công ty không chịu trách nhiệm thiết kế sản phẩm, Prototype Control Plan có thể không cần thiết. Ngoài ra, trong một số trường hợp một bản Control Plan có thể áp dụng cho nhiều giai đoạn. Ví dụ với một sản phẩm mới không có nhiêu thay đổi so với các sản phẩm tương tự, giai đoạn đầu sản xuất loạt (safe-launch) không yêu cầu các biện pháp kiểm soát đặc biệt so với sản phẩm trước. Khi đó người lập có thể sử dụng một bản Control Plan cho cả hai giai đoạn bằng cách đánh dấu (tick) vào cả 2 ô: Production & Safe-Launch. Các thực hành này được chấp nhận thông qua chỉ dẫn trong biểu mẫu mới của Control Plan: “If Safe Launch is included in Pre-Launch or Production Control Plan, check both boxes”.
Sử dụng biểu mẫu Control Plan
Trước khi Control Plan được giới thiệu, nhiều công ty đã có tài liệu tương tự đặc biệt là ở các công ty Nhật Bản. Các tài liệu này có nhiều định dạng và tên gọi khác nhau nhưng phổ biến nhất là mẫu Bảng quản lý chất lượng công đoạn. Một trong những câu hỏi thường gặp khi áp dụng Control Plan là: có phải chuyển sang biểu mẫu mới? khách hàng không đồng ý phải làm sao?
Sổ tay Control Plan lần này đưa ra các chỉ dẫn cụ thể hơn cho vấn đề này:
- Bất cứ định dạng nào của Control Plan đều được chấp nhận nếu nó có đầy đủ các thông tin mà mẫu Control Plan của sổ tay yêu cầu.
- Khi sử dụng biểu mẫu khác với mẫu trong sổ tay Control Plan, tổ chức phải tổ chức phải nhóm các cột liên quan đến biện pháp (method) vào cùng một nhóm, ví dụ: Yêu cầu kĩ thuật-Dung sai, Kĩ thuật đo lường, Kế hoạch lấy mẫu, Biện pháp kiểm soát.
Mối liên hệ với PFMEA
Mối liên hệ giữa nội dung của PFMEA và Control Plan luôn là quan tâm hàng đầu khi thiết lập và đối ứng đánh giá. Mối quan tâm này chắc chắn càng được tăng lên khi cấu trúc các công cụ thể hiện rõ hơn về trình tự của PFMEA và Control Plan trong quá trình hoạch định chất lượng. Mối quan hệ lần này được làm rõ bằng sơ đồ kết nối như sau.
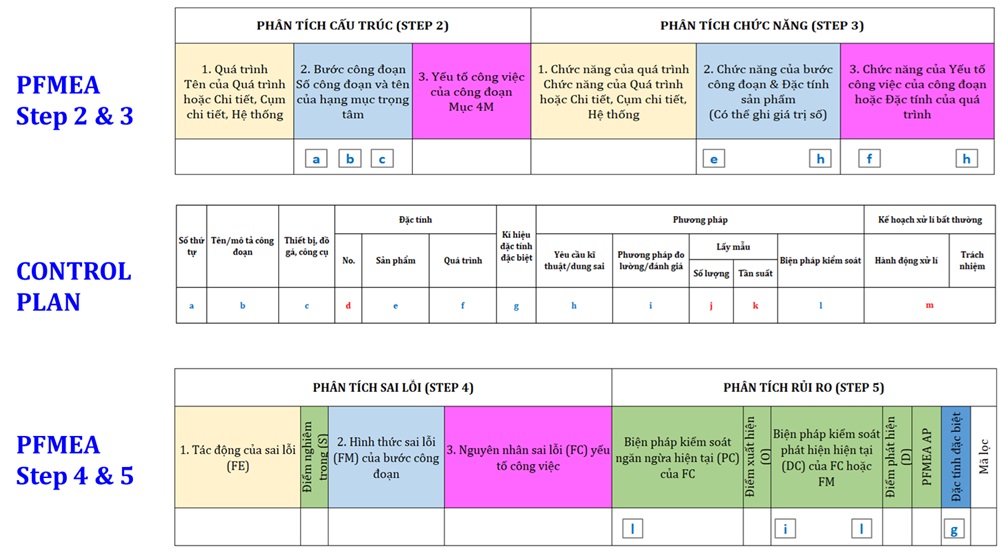
Hình 3: Liên kết nội dung PFMEA & Control Plan
Sơ đồ này phần nào hình ảnh hóa mối liên hệ giữa các nội dung trong PFMEA cần phải phản ánh vào Control Plan. Tuy nhiên thực tế vẫn phát sinh các câu hỏi mà sổ tay này chưa đề cập đến. Chẳng hạn như trong PFMEA công đoạn lắp vòng bi có thể đề cập đến nguyên nhân sai lỗi do “công nhân đặt vòng bi vào đồ gá bị lệch”; liệu nội dung này có phải phản ánh vào Control Plan và nó phải được kiểm soát như thế nào. Đây là chủ đề khá phức tạp nên sẽ có bài viết khác phân tích chi tiết hơn.
Các điểm lưu ý đặc biệt khác
Ký hiệu đặc tính đặc biệt
Các yêu cầu sau cần lưu ý khi thể hiện các ký hiệu đặc tính đặc biệt.
- Tất cả các đặc tính đặc biệt (sản phẩm và quá trình) phải được thể hiện trong Control Plan.
- Với mức độ tối thiểu, tất cả các hạng mục có điểm nghiêm trọng S=9-10 được xác định từ DFMEA đến PFMEA phải có kí hiệu đặc tính đặc biệt.
Đặc tính bị bỏ qua (Pass-Through Characteristics)
Pass-Through Characteristics (PTC) là các đặc tính được hình thành tại các công đoạn của nhà cung cấp và không được kiểm soát hoặc kiểm tra (test) bởi tổ chức nhưng có tác động nghiêm trọng đến khách hàng chẳng hạn lỗi gia công hoặc lỗi thị trường.
Theo suy nghĩ thông thường các tổ chức thường không đưa hạng mục PTC vào Control Plan vì cho rằng công ty không kiểm soát. Việc đó có thể gây ra rủi ro lớn cho khách hàng, nên phiên bản này của Control Plan đưa ra các yêu cầu cần áp dụng:
- Liệt kê danh sách các PTC và biện pháp kiểm soát được áp dụng tại “điểm kiểm soát cuối cùng” (last point of control) tại nhà cung cấp và xác nhận cùng khách hàng.
- Hoặc, thực hiện kiểm tra đầu vào dựa trên xác nhận dữ liệu kiểm tra của lô hàng (lot certificate) và mô tả hoạt động này trong Control Plan.
Control Plan của quá trình sửa chữa và làm lại
Đây có thể là một yêu cầu gây nhiều tranh cãi nhất trong phiên bản mới của Control Plan. Theo đó, tổ chức phải thiết lập Control Plan cho các quá trình sửa chữa và làm lại. Nếu quá trình làm lại được thực hiện thực hiện trên quá trình sản xuất chính, điểm bắt đầu và kết thúc của quá trình làm lại phải được thể hiện trong Control Plan. Với quá trình sửa chữa và quá trình làm lại trên các quá trình tương đương (không phải trên dây chuyền chính), một Control Plan riêng cần được thiết lập.
Với trường hợp đầu tiên, quá trình làm lại thực hiện trên dây chuyền chính ví dụ việc xử lí bề mặt lại (sơn, xi mạ…), việc thể hiện quá trình làm lại trên dây chuyền chính không có vấn đề và có thể xác định từ khi hoạch định. Với các quá trình làm lại hoặc sửa chữa bên ngoài dây chuyền chính ví dụ cắt via sản phẩm đúc khi khuôn lỗi, việc thể hiện quá trình sửa chữa/làm lại trên Control Plan gốc hoặc lập Control Plan riêng rẽ đều tiêu tốn thời gian và phát sinh nhiều hồ sơ. Để vận dụng hiệu quả yêu cầu này, tổ chức nên thực hiện một cách chi tiết hơn các yêu cầu của điều khoản 8.7.1.4 và 8.7.1.5 về phân tích rủi ro và xây dựng hướng dẫn sửa chữa-làm lại để chúng có đủ thông tin đáp ứng yêu cầu này của Control Plan.
Kế hoạch xử lí bất thường (Reaction Plan)
Hành động xử lí bất thường là hành động tổ chức cần thực hiện để đảm bảo các bất thường (sản phẩm và quá trình) được xử lí nhằm ngăn chặn việc tạo ra hoặc luân chuyển sản phẩm không phù hợp. Trong mọi trường hợp sản phẩm không phù hoặc hoặc nghi ngờ không phù hợp phải được nhận biết, khoanh vùng và xử lí. Điều đó có nghĩa là các hành động kiểu: DỪNG-GỌI-ĐỢI không được chấp nhận. Khi mô tả kế hoạch xử lí bất thường, tổ chức phải xác định cá nhân (chức danh) chịu trách nhiệm thực hiện hành động đã xác định.
Hạng mục kiểm tra ngoại quan 100%
Chất lượng tại một số công đoạn được đảm bảo bằng việc người thao tác kiểm tra ngoại quan 100%. Khi đó cột “Control Method” trong các bảng Control Plan thường bị bỏ trống vì không có hồ sơ nào ghi chép lại việc kiểm tra 100% này. Trong khi đó luôn tồn tại rủi ro của việc phán định sai khi kiểm tra ngoại quan 100%. Do đó trong phiên bản này, sổ tay Control Plan yêu cầu phải thể hiện thông tin về biện pháp xác nhận định kì việc kiểm tra 100% bằng các phương pháp như lấy mẫu đánh giá, kiểm tra ngoài dây chuyền…
Tổng kết
Thiết lập và cập nhật Control Plan vừa để phản ánh hiệu quả các biện pháp kiểm soát gia tăng giá trị, vừa đáp ứng yêu cầu khác nhau từ nhiều phía là một công việc tốn nhiều thời gian, công sức. Tuy nhiên, thời gian và nỗ lực của bạn sẽ được đền đáp vì Control Plan là một tài liệu rất quan trọng trong quá trình hoạch định chất lượng sản phẩm; nó sẽ giúp tổ chức của bạn:
- Phác họa bức tranh rõ nét về các điểm kiểm soát quá trình có ảnh hưởng đến chất lượng sản phẩm;
- Một công cụ kết nối dùng để truyền tải các điểm kiểm tra và kiêm soát cần thực hiện đến người thao tác chịu trách nhiệm tại công đoạn;
- Dễ dàng tính toán chi phí chất lượng (COQ) và loại bỏ các thao tác dư thừa;
- Một tài liệu đào tạo cho người thao tác mới.
Có thể bạn quan tâm
Guide complet pour choisir le meilleur casino en ligne et profiter des bonus mobiles
Guide complet pour choisir le meilleur casino en ligne et profiter des bonus mobiles Jouer...
6 Holiday Loyalty Tips to Boost Your Christmas Play at Fun Club
6 Holiday Loyalty Tips to Boost Your Christmas Play at Fun Club The festive season...
Mastering the Search for a Trustworthy Online Casino
Mastering the Search for a Trustworthy Online Casino Finding a safe place to play online...
Insider Bonus Secrets at Cocoa Casino
Insider Bonus Secrets at Cocoa Casino Bonuses are the main reason many players choose an...
HOW TO ENHANCE A SENSE OF OWNERSHIP FOR PROCESS OWNERS
LÀM SAO ĐỂ NÂNG CAO TÍNH TRÁCH NHIỆM CỦA CHỦ QUÁ TRÌNH Việc nâng cao...
IS GR&R REQUIRED ANNUALLY?
CÓ PHẢI THỰC HIỆN GR&R LẶP LẠI ĐỊNH KÌ? Phân tích hệ thống (MSA) đo...
Jackpot Dreams Realized: A Life‑Changing Win at Yako Casino
Jackpot Dreams Realized: A Life‑Changing Win at Yako Casino Finding a casino that feels safe,...
5 stratégies de Noël pour profiter du football et du casino sur Covoiturage Libre.Fr
5 stratégies de Noël pour profiter du football et du casino sur Covoiturage Libre.Fr Lorsque...