ĐỘ KHÔNG ĐẢM BẢO ĐO TRONG HIỆU CHUẨN
“Being aware of the uncertainty related to the measurement is a very fundamental concept. You should not really make any measurements unless you are aware of the related uncertainty” (www.beamex.com)
Độ không đảm bảo đo là gì?
Một trong những thông tin không thể thiếu trong báo cáo hiệu chuẩn thiết bị đo là độ không đảm bảo đo (uncertainty). Vậy độ không đảm bảo đo là gì?
Độ không đảm bảo được định nghĩa là thông số gắn với kết quả đo, nó đặc trưng cho sự phân tán của các giá trị đo. Hiểu một cách đơn giản độ không đảm bảo đo được tính toán nhằm nhắn nhủ người đọc báo cáo rằng các kết quả đo ghi trên báo cáo không hoàn toàn chính xác hay không hoàn toàn chắc chắn (doubt). Hay nói cách khác, kết quả đo ghi trên báo cáo chưa chắc đã chính xác hoàn toàn, việc thực hiện lại phép đo có thể cho kết quả khác.
Độ không đảm bảo đo hay sự không chắc chắn của kết quả đo này phát sinh do biến động của rất nhiều yếu tố khác nhau, chúng có thể bao gồm:
- Thiết bị dùng để kiểm tra/hiệu chuẩn;
- Độ chính xác của chuẩn tham chiếu;
- Tác động của môi trường đối với mẫu chuẩn (co giãn)…;
- Con người thực hiện kiểm tra/hiệu chuẩn.
Ví dụ nếu kết quả kiểm tra kích thước là 6.4 mm với độ không đảm bảo đo mở rộng là ±0.2 mm (với độ tin cậy 95%) nghĩa là 95% (những lần đo sau) kết quả sẽ nằm trong khoảng 6.2 mm ~ 6.6 mm. Khoảng này được gọi là khoảng phủ của kết quả đo. Để hiểu thêm về kết quả này và cách diễn giải kết quả, chúng ta cần nhắc lại một số kiến thức cơ bản về kĩ thuật xác suất thống kê.
Tính toán độ không đảm bảo đo
Để hiểu về cách tính độ không đảm bảo đo, chúng ta hãy cùng xem xét một tình huống như sau. Một công ty phải đo đường kính của thanh sắt tròn, sáng để xác nhận xem nó có đáp ứng yêu cầu kĩ thuật không. Công ty này tiến hành đo đường kính thanh sắt bằng micrometer ở 5 vị trí khác nhau và kết quả lần lượt là: 19,000; 18,998; 19,005; 19,007 & 19,006.
Sau khi phân tích SWIPE, công ty nhận thấy các nguồn gây ra độ không đảm bảo đo bao gồm:
- Ảnh hưởng ngẫu nhiên: đo lặp lại 5 lần
- Ảnh hưởng hệ thống: độ phân giải của thước (0.001mm) và độ không đảm bảo đo trong khi hiệu chuẩn thước (±004mm với độ tin cậy 95%).
Độ không đảm bảo đo do ảnh hưởng ngẫu nhiên từ 5 kết quả đo lặp lại (kí hiệu u1)
- Bước 1: Tính độ lệch chuẩn lặp lại của các giá trị đo theo công thức
Trong đó xi là giá trị đo được ở lần đo thứ i (ví dụ: 19,000mm là giá trị ở lần đo thứ nhất), và x (gạch) là giá trị trung bình của các lần đo. Với excel có thể dùng hàm stdev để tính giá trị này.
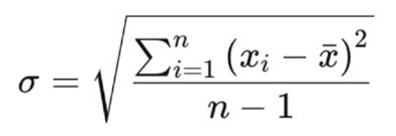
Với 5 giá trị đo nêu trên kết quả tính độ lệch chuẩn lặp lại s là: 3.96μm.
- Bước 2: Tính độ lệch chuẩn của giá trị trung bình
Vì kết quả đo được thể hiện dưới giá trị trung bình (mean) của các lần đo nên độ không đảm bảo đo phụ thuộc vào độ lệch chuẩn của giá trị trung bình (σmean). Về nguyên tắc độ lệch của giá trị trung bình sẽ nhỏ hơn độ lệch giá trị đo. Về mặt xác suất chúng có mối quan hệ theo công thức như sau: σmean = σ/√(n). Trong đó n là số lần đo. Với 5 giá trị đo nêu trên kết quả tính độ lệch chuẩn lặp lại σmean là: 1.77μm.
- Bước 3: Xác định độ không đảm bảo đo lặp lại (kí hiệu là u1)
Độ lệch chuẩn của giá trị trung bình (σmean) là đại lượng thể hiện kết quả trung bình của lần đo này (19.0032mm) không phải là kết quả chắc chắn mà có thể bị lệch đi trong các lần đo sau. Do đó, độ lệch chuẩn này chính là độ không đảm bảo đo hay nói cách khác u1 = σmean.
Độ không đảm bảo đo từ kết quả hiệu chuẩn của thiết bị đo (kí hiệu u2)
Từ giấy chứng nhận hiệu chuẩn ta có độ không đảm bảo đo ở mức tin cậy 95% (tương đương k=2) là 4μm. Giả định phân bố của độ không đảm bảo đo là hình phân bố chuẩn (hình quả chuông). Khi đó độ không đảm bảo đo từ kết quả hiệu chuẩn u2 = 4/2 = 2μm.
Độ không đảm bảo đo từ độ phận giải của thiết bị đo (kí hiệu u3)
Giả định phân bố của độ không đảm bảo đo từ độ phân giải là hình chữ nhật (xác suất sai số ở bất kì giá trị nào trong khoảng a=±1μm là như nhau). Khi đó độ không đảm bảo đo được tính bằng công thức u3 = ½*a/√(3) = 0,28μm.
Độ không đảm bảo đo tổng hợp u = √( u1 + u2 + u3) = 2.687μm. Độ không đảm bảo đo mở rộng (U) với độ tin cậy 95% (k=2) sẽ là U = ku = 2u = 5,37μm làm tròn thành 5μm.
Khi đó báo cáo kiểm tra đường kính (d) được ghi là giá trị trung bình của 5 lần đo ± độ không đảm bảo đo mở rộng hay d = (19,003±0.005)mm. Hay nói cách khác đường kính thanh kim loại có thể nằm trong khoảng 18,998 đến 19,008 mm với độ tin cậy (khả năng) là 95%.
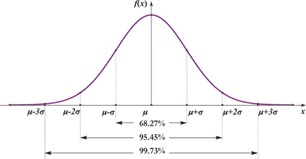
Hình 1: Phân bố chuẩn (σ/u) – hệ số mở (k) – độ tin cậy (k. σ/k.u)
Xem xét độ không đảm bảo đo khi đánh giá kết quả hiệu chuẩn
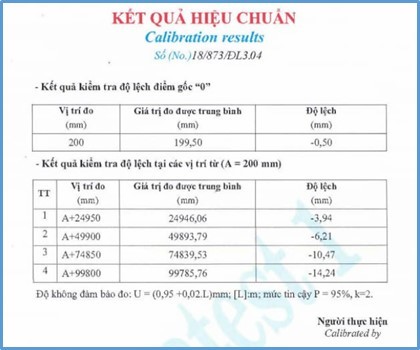
Hình 2: Mẫu báo cáo kết quả hiệu chuẩn
Hình 2 là một mẫu báo cáo điển hình về kết quả hiệu chuẩn thiết bị đo. Trong đó chúng ta sẽ thấy bên cạnh giá trị đo đọc được, độ lệch (sai số) so với chuẩn hiệu chuẩn còn có giá trị độ không đảm bảo đo mở rộng (U) với độ tin cậy phổ biến P=95%, k=2.
Để xác định xem thiết bị đo sau khi hiệu chuẩn có thể sử dụng để kiểm tra sản phẩm không, người ta thường so sánh độ lệch (sai số) trong kết quả hiệu chuẩn với sai số cho phép tối đa MPE (tham khảo thêm bài viết CALIBRATION MANAGEMENT). Tuy nhiên, hầu hết các tổ chức đều không quan tâm đến độ không đảm bảo đo trong kết quả hiệu chuẩn.
Hình 3 dưới đây sẽ cho chúng ta thấy độ không đảm bảo đo tác động như thế nào đến quyết định kết quả hiệu chuẩn (chấp nhận được hay không).
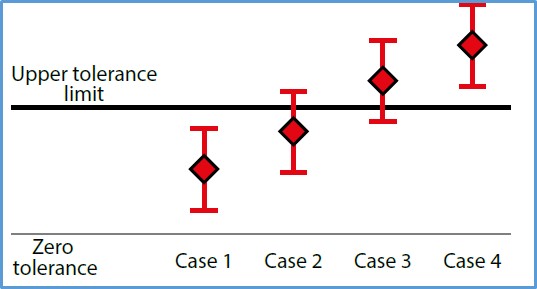
Hình 3: Tác động của độ không đảm bảo đo trong đánh giá kết quả hiệu chuẩn
Trong trường hợp 1, tình huống đã rõ ràng sai số hay độ lệch hoàn toàn nằm trong giới hạn cho phép dù có cộng thêm độ không đảm bảo đo.
Trong trường hợp 4, tình huống cũng rõ ràng khi sai số hoàn toàn nằm ngoài giới hạn cho phép dù có tính thêm độ không đảm bảo đo.
Trường hợp 2 và trường hợp 3, việc đánh giá kết quả có một chút khó khăn. Thoạt đầu có vẻ trườn hợp 2 đạt yêu cầu và trường hợp 3 không đạt yêu cầu. Nhưng khi cân nhắc đến độ không đảm bảo đo, chúng ta không thể chắc chắn về điều đó.
Một số tiêu chuẩn ILAC G8:1996, CITAC quy định tình trạng hiệu chuẩn chỉ được đánh giá là đạt yêu cầu khi sai số cộng với độ không đảm bảo đo vẫn nằm trong giới hạn của sai số cho phép.
Có thể bạn quan tâm
HOW TO ENHANCE A SENSE OF OWNERSHIP FOR PROCESS OWNERS
LÀM SAO ĐỂ NÂNG CAO TÍNH TRÁCH NHIỆM CỦA CHỦ QUÁ TRÌNH Việc nâng cao...
UNDERSTANDING PFMEA OCCURRENCE
HIỂU ĐÚNG ĐIỂM (O) TRONG PFMEA XÁC SUẤT SAI LỖI HAY NGUYÊN NHÂN SAI LỖI?...
ARE ALL RULES FOR CONTROL CHART ANALYSIS NEEDED?
CÓ PHẢI ÁP DỤNG TẤT CẢ CÁC NGUYÊN TẮC KIỂM TRA BẤT THƯỜNG? Nguyên tắc...
CONTROL CHART vs 100% INSPECTION
CÓ PHẢI VẼ BIỂU ĐỒ KIỂM SOÁT KHI KIỂM TRA 100% SẢN PHẨM? Mục đích...
HOW TO MAKE A MEETING MORE EFFECTIVE
LÀM THẾ NÀO ĐỂ HỌP HÀNH HIỆU QUẢ Một điều tra của Atlassian (công ty...
CONFORMITY or NON-CONFORMITY
Trong các cuộc đánh giá chứng nhận ISO 9001 khi nó mới du nhập vào...
COMMON ERRORS IN PFMEA
SAI LỖI ĐIỂN HÌNH TRONG PFMEA PFMEA là một công cụ mang lại nhiều lợi...
PREVENTIVE vs PREDICTIVE MAINTENANCE
Bảo dưỡng phòng ngừa (Preventive Maintenance) Trước khi khái niệm về bảo dưỡng dự báo...